Схема і пристрій верстата для виготовлення цвяхів з дроту

Принцип дії ударного верстата для серійного виробництва дротяних цвяхів різних розмірів - дуже простий і зрозумілий. А отже і усройтсво верстата освоїти зовсім не складно. Він не вимагає високої кваліфікації для його налаштування і обслуговування. Тому даний вид обладнання можна сміливо преобретать в б / у стані, тоді його ціна починається вiд 2800 $. Стартуючи з цієї ціни можна придбати верстати для виготовлення цвяхів з дроту діаметром до 4 мм і довжиною до 120мм. Серійне виробництво цвяхів на власному верстаті - це стабільне джерело доходу в гаражі або в домашніх услвоіях.
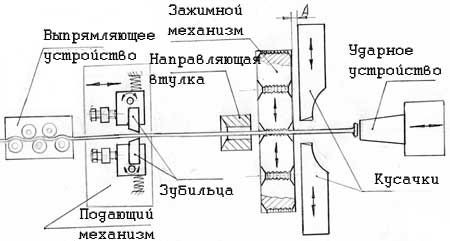
Схема гвоздильного верстата з описом принципу дії
Схематичне зображення пристрою ударного апарату.
Дротяні цвяхи виробляють на ударних і пресувальних машинах. Найбільш поширені ударні верстати, що формують цвях ударом двома молотами.
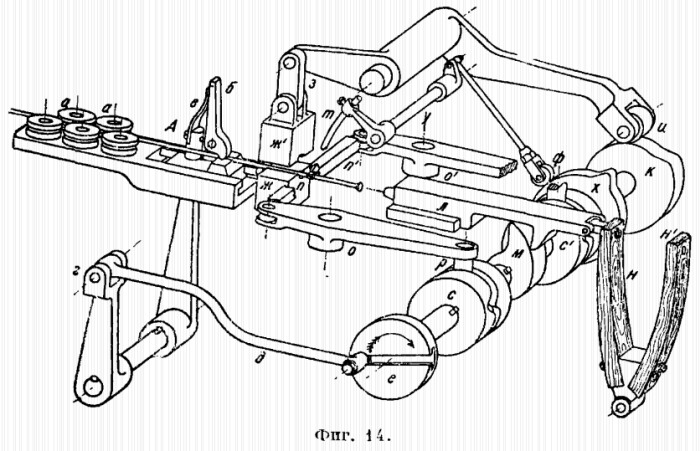
Дріт пропускають між двох рядів роликів а, а. Далі вона потрапляє в подавач А (утворений собачкою б і притискає її пружиною в), який здійснює коливання, амплітудою, що дорівнює довжині цвяха з запасом для формування капелюшки. Для збільшення / зменшення амплітуди служить палець кривошипа е. У рух подавач призводять кривошип е, тяга д, система важелів р
Пройшовши подавач, дріт проганяється між затискними щоками ж, ж ', причому ж - статична, на ж'- впливає притискна сила важеля з, рухомого фігурної шайбою до (фігура 14).
Щоки оснащені зубчастими канавками, що дозволяють фіксувати дріт при расклепиваніем головки. Також в щоках є форма, відповідна геометрії нижній частині капелюшки.
За щоками розташовані ножі п, п ', рухомі відповідно важелями про, про', які приходять в рух під впливом шайб з і з ', на зовнішній поверхні якої прорізані фігурні канавки (фігура 14).
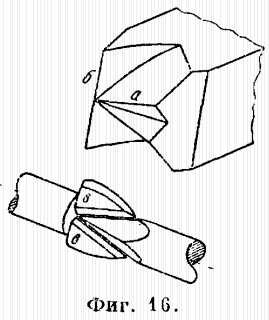
Ножі мають пірамідальну форму (фігура 16). Виріз а служить для пресування гострого кінця, леза б - зрізають зайве. Решта «пелюстки» прибираються під час полірування.
Уникнути швидкого затуплення ножів дозволяє конструктивна особливість, при якій ножі ледь торкаються один одного. Така конструкція не дозволяє повністю відрізати цвях. Остаточне відділення вироби від дроту відбувається за допомогою викидача т, рух якого повідомляють важелі у і тяга ф, що приводяться в дію кулачком х.
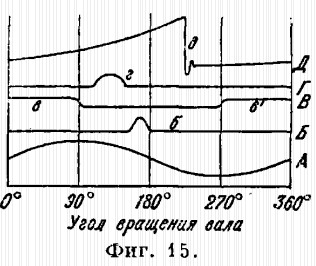
За виступу молота л вдаряє ресора н, н ', повідомляючи йому імпульс. Молот вдаряє по цвяху, формуючи капелюшок. Дерев'яна ресора (в деяких машинах сталева) стискається за допомогою кулачка м. (Фігура 15, крива Д).
На графіку (фігура 15) зображений порядок окремо взятих робочих ходів верстата для виробництва цвяхів. Подавача, який подає дріт вперед, відповідає крива А.
Ходи щік, що утримують дріт, описані кривої В (коли подавач рухає дріт в зворотному напрямку, щоки її не фіксують).
Робочий хід ножиць з моменту фіксації дроту описаний кривої Г.
Робота викидача, що відокремлює готовий виріб, показана кривою Б.
Послідовність роботи молота видно на кривій Д.
Далі подавач займає крайню робочу точку, щоки розмикаються, робочий цикл починається з початку (крива В).
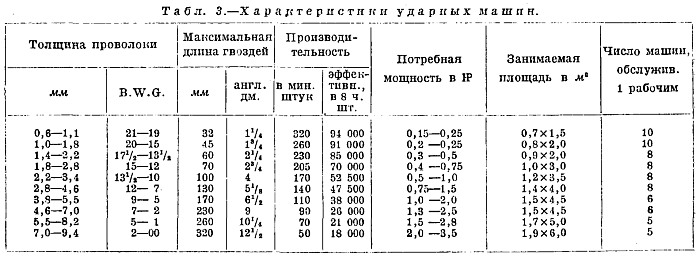
Різниця між номінальною і реальною продуктивністю становить близько 20-40%. Причиною тому простої, обумовлені заміною та встановленням інструменту, заправка верстатів новими колами дроту, шлюбом та ін. При виготовленні цвяхів, від 2,5% до 3,5% матеріалу втрачається на «пелюстках». До 1% доходять втрати на шлюб.
Переваги та недоліки пресувального верстата для виробництва цвяхів
Пресувальні машини мають більш високу продуктивність, але потребують частої заміни матриць і щік. Високі навантаження на формують елементи верстатів призводять до їх швидкого зносу.
Пресувальні машини влаштовані аналогічно, але в них замість молота, встановлений штамп, який формує головку цвяха поступовим натиском. Штамп наводиться в дію фігурної шайбою або ексцентриком. У зворотному напрямку дріт подається примусово (на відміну від ударних верстатів, де воно відбувається під дією пружини). Така конструкція підвищує продуктивність практично в 2 рази. У пресувальних машинах покидьки виробництва становлять близько 3% від ваги використаної дроту. Це «пелюстки» і шлюб.
Промислове виготовлення дротяних цвяхів в домашніх умовах

Звичайні цвяхи виготовляють з необпаленої дроту. Матеріалом служить лите залізо з характеристиками:
- З 0,18-0,25%;
- Р 0,02 - 0,06%;
- опір на розрив при подовженні не більше 28%, 45-50 кг / мм 2, отримане томасівських процесом.
Зазубрені цвяхи роблять із дроту, яку після волочіння отжигают, піддають травленню розбавленою сірчаною кислотою з подальшим гасінням вапняним молоком і сушінням. Потім простягають і випрямляють на дерев'яних щоках.
Цвяхи з тонкими капелюшками великого діаметра, включаючи толеві, виготовляють з високоякісного Сіменс-мартенівську литого заліза з характеристиками:
- З 0,03%;
- Р до 0,03%;
- опір на розрив при подовженні до 34% і одночасному зменшенні діаметра до 75%, 34-37 кг / мм2.
Після волочіння до діаметра, близького до заданого, дріт отжигают, видаляють з неї окалину і підвищують жорсткість, простягаючи в 1 хід.
На штукатурні, трубні, бондарним милички йде дріт з литого заліза, отримана томасівських методом, яку піддають відпалу, знову простягають і двічі волочать до отримання встановленого діаметра.
Для цвяхів з великими капелюшками різних форм (напівкругла, алмазна та ін.) Беруть волочіння НЕ відпалений Сіменс-мартенівську дріт.
Відпалений і оцинкований дріт використовується при виробництві скоб, які фіксують колючий дріт на стовпах при установці дротяних загороджень.
Коментарі
Дописати коментар